


 English
English  русский
русский  عربى
عربى Контент
- 1 Что такое производство ТБМ и почему это важно?
- 2 Типы туннелепроходческих машин и особенности их изготовления
- 3 Основные компоненты, производимые в каждой ТБМ
- 4 Процесс производства ТБМ шаг за шагом
- 5 Стандарты точного машиностроения в производстве ТБМ
- 6 Ключевые технологии, способствующие современному производству ТБМ
- 7 Мировые производители ТБМ и где они производят свои машины
- 8 Ремонт и реконструкция ТБМ
- 9 Проблемы и будущие тенденции в производстве туннелепроходческих машин
- 10 Заключительные мысли о производстве ТБМ
Что такое производство ТБМ и почему это важно?
Производство ТБМ подразумевает разработку и производство туннелепроходческих машин — массивных, узкоспециализированных единиц оборудования, используемых для прокладки туннелей в горных породах, почве, глине и смешанных грунтах. Это одни из самых сложных машин, когда-либо созданных, объединяющие передовые технологии машиностроения, гидравлики, электроники и материаловедения в единую интегрированную систему, которая может весить от нескольких сотен тонн для небольшой машины для коммунальных туннелей до более 7000 тонн для проекта метро или автодорожного туннеля большого диаметра. Процесс производства туннелепроходческих машин не похож на производство большинства промышленного оборудования: каждая машина, по сути, представляет собой индивидуальный проект, разработанный с учетом конкретных требований к геологии, диаметру, выравниванию и облицовке одного туннельного контракта.
Глобальный спрос на ТБМ неуклонно рос на протяжении десятилетий, что обусловлено масштабными инвестициями в инфраструктуру систем метрополитена, автодорожных туннелей, инфраструктуры водоснабжения и канализации, туннелей гидроэлектростанций и подземных логистических сетей. Города от Лондона до Мумбаи и Лос-Анджелеса активно используют ТБМ для строительства подземной инфраструктуры, не нарушая при этом жизнь на поверхности. Этот спрос создал глобально конкурентоспособную Производство ТБМ В отрасли доминирует горстка крупных производителей, способных поставлять машины, спроектированные и изготовленные по индивидуальному заказу с исключительными точными допусками, в контрактные сроки, которые могут составлять 18 месяцев и более.
Типы туннелепроходческих машин и особенности их изготовления
Производство ТБМ — это не единый производственный процесс, а семейство связанных, но совершенно разных конструкций машин, каждая из которых спроектирована для конкретных грунтовых условий. Тип ТБМ, выбранный для проекта, фундаментально определяет объем производства, характеристики компонентов и сложность сборки.
ТПМ Hard Rock (ТБМ с захватом)
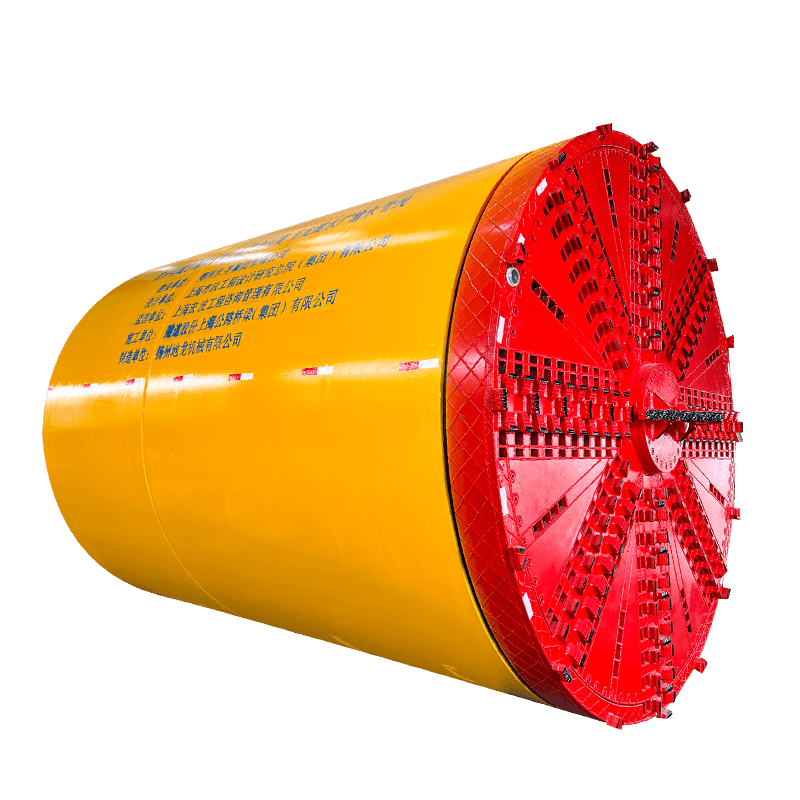
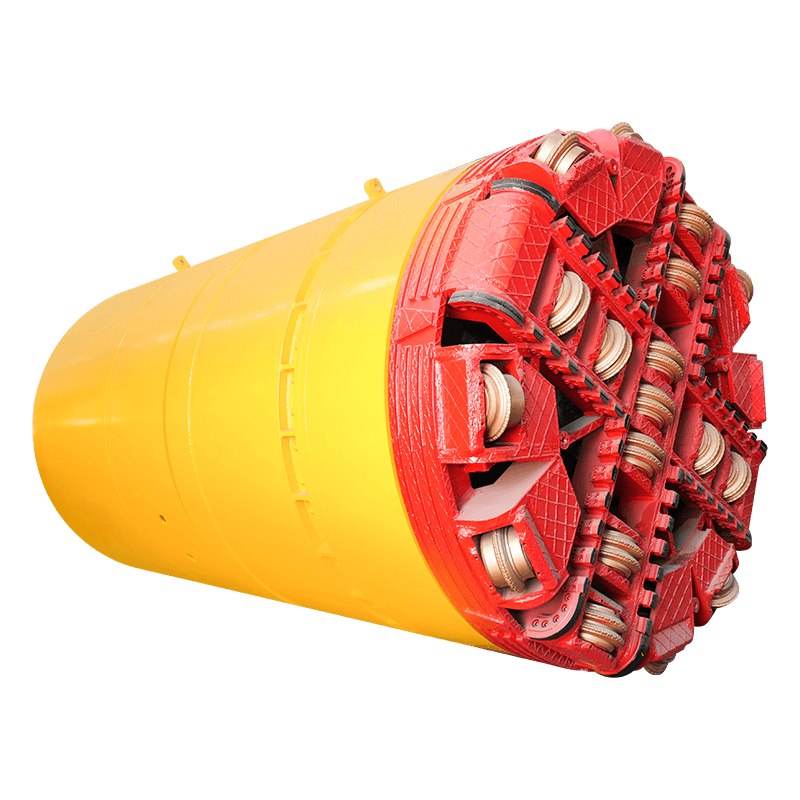
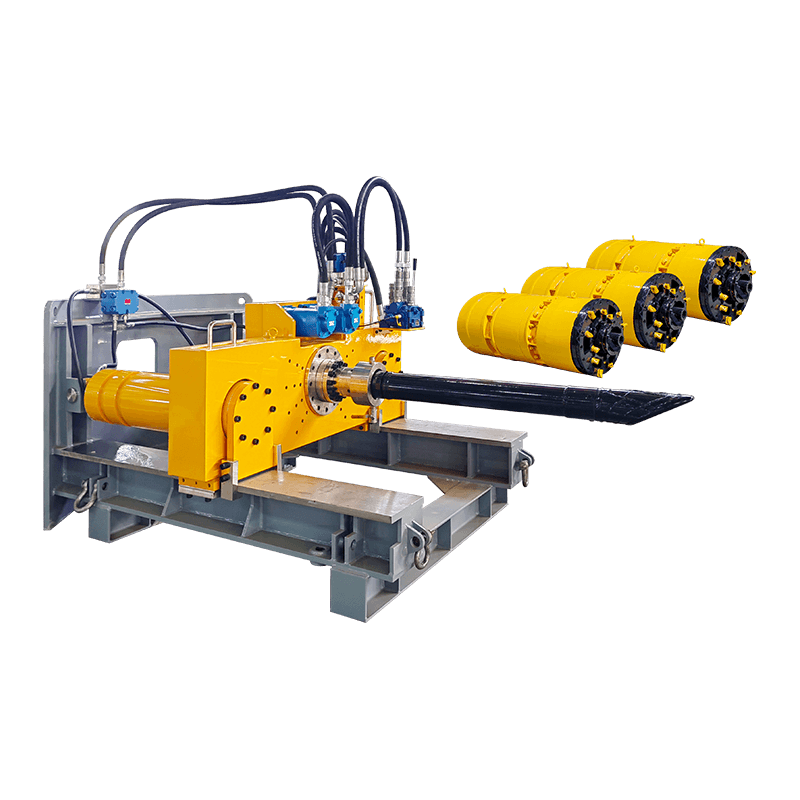
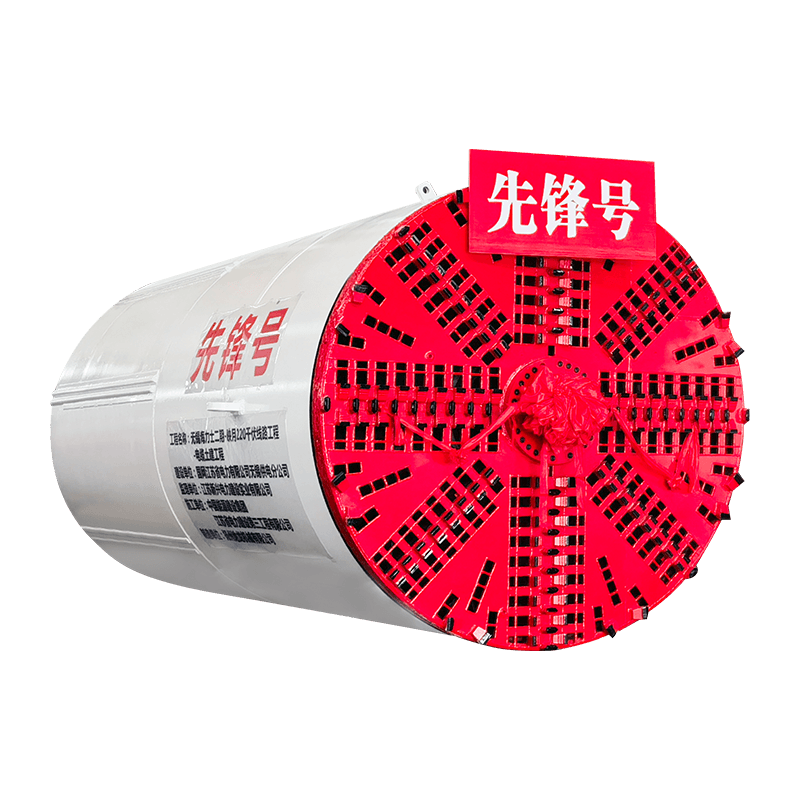
ТБМ с захватами предназначены для проходки туннелей в твердых, прочных горных породах, таких как гранит, базальт и известняк. Машина продвигается вперед, прижимая вращающуюся режущую головку к забою скалы, в то время как гидравлические захваты выдвигаются вбок и упираются в стены туннеля, обеспечивая силу реакции, необходимую для тяги вперед. При производстве захвата TBM основное внимание уделяется изготовлению чрезвычайно прочной режущей головки — обычно изготавливаемой из высокопрочной стальной пластины с точно расположенными корпусами дисковых резаков — и мощного узла главного подшипника, способного передавать огромные осевые нагрузки при непрерывном вращении. Дисковые фрезы на машинах для твердых пород представляют собой прецизионные твердосплавные детали, которые должны быть изготовлены с жесткими размерными допусками, чтобы обеспечить равномерный износ по всей поверхности режущей головки.
Машины для компенсации давления грунта (EPB)
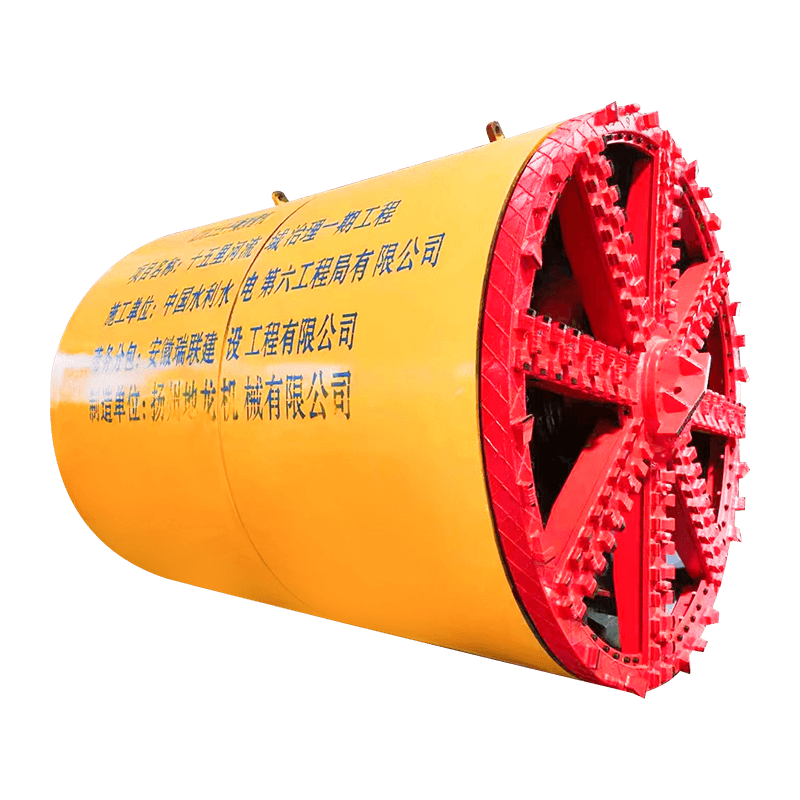
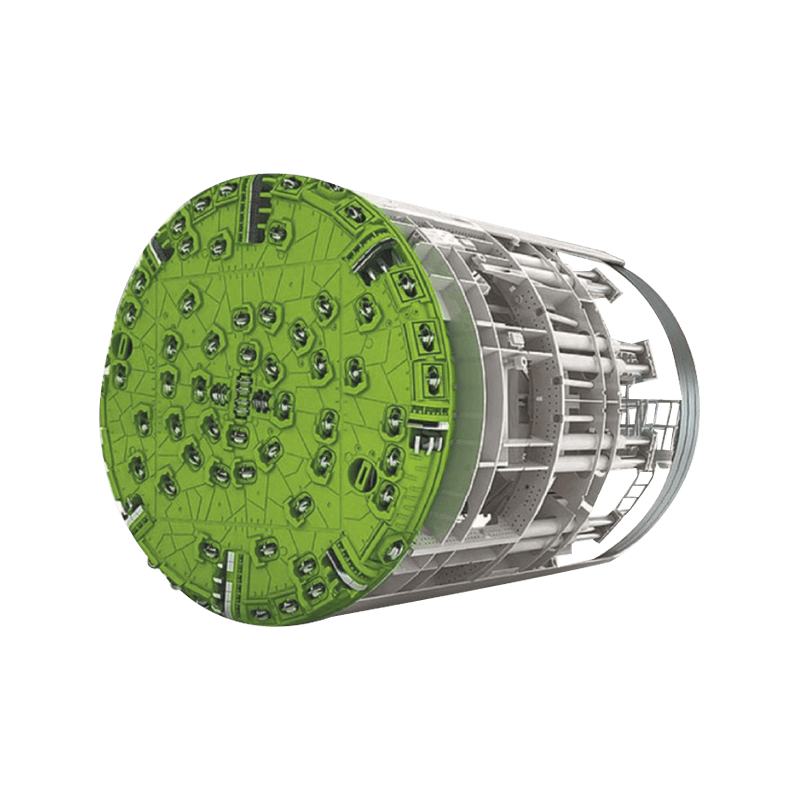
Машины EPB — это «рабочие лошадки» при прокладке городских туннелей в мягких грунтах, смешанных грунтах и водоносных условиях. Они используют сам выкопанный материал, обработанный добавками пены, полимера или бентонита, для поддержания забойного давления и предотвращения оседания грунта над туннелем. Сложность производства ТБМ EPB сосредоточена на системе винтового конвейера, которая контролирует скорость извлечения материала, чтобы сбалансировать забойное давление, системе впрыска пены, встроенной в режущую головку, и защитном корпусе, который должен выдерживать полное давление земли и воды окружающего грунта. Геометрия режущей головки машин EPB принципиально отличается от конструкций для твердых пород — она включает в себя скребки, ковшовые ковши и отверстия для обработки почвы, а не корпуса дисковых фрез.
ТБМ с шламовым щитом
ТБМ для навозной жижи используются в рыхлых, водонасыщенных грунтах, где даже обработка поверхности EPB недостаточна для поддержания устойчивости. Они поддерживают забойное давление с помощью бентонитовой суспензии под давлением, которая заполняет камеру выемки и поддерживается переборкой за режущей головкой. Пульпа перекачивается на поверхность по трубопроводу, обрабатывается на сепарационной установке для удаления отвалов и возвращается обратно в забой. Производство ТБМ для шламовых машин предполагает изготовление сепарационной установки как части общей системы — дополнительная инженерная задача, которая включает в себя гидроциклоны, центрифуги и инфраструктуру для перекачки шлама в дополнение к самой машине.
ТБМ смешанного грунта и переменной плотности
Некоторые из наиболее сложных когда-либо изготовленных ТБМ представляют собой машины, предназначенные для условий смешанного забоя: туннели, которые проходят как через скальную породу, так и через мягкий грунт в пределах одного и того же поперечного сечения туннеля, или которые являются переходом между твердыми породами и зонами мягкого грунта вдоль трассы. Эти ТБМ с переменной плотностью или смешанным грунтом должны включать в себя как дисковые фрезы, так и режущие инструменты для мягкого грунта в одной режущей головке, с трансформируемыми экскаваторными камерами, которые могут переключаться между режимами EPB и режимами твердых пород во время движения. Производство этих машин требует одновременного решения противоречивых требований к проектированию, которые доводят разработку TBM до предела.
Основные компоненты, производимые в каждой ТБМ
Независимо от типа, каждая туннелепроходческая машина имеет набор фундаментальных подсистем, которые необходимо спроектировать и изготовить для совместной работы как единой интегрированной системы. Понимание этих основных компонентов объясняет, почему производство ТБМ настолько технически сложно и требует много времени.
| Компонент | Функция | Ключевая производственная задача |
| Режущая головка | Выкапывает забой туннеля, вращаясь против камня или почвы. | Структурная целостность при комбинированных осевых и крутящих нагрузках; точность позиционирования режущего инструмента |
| Главный подшипник в сборе | Поддерживает режущую головку и передает тягу и крутящий момент. | Срок службы подшипников при длительной высокой нагрузке; герметизация от загрязнения грунта |
| Тело щита | Защищает рабочих и оборудование; обеспечивает структурное жилье | Прецизионная округлость для монтажа сегмента; сопротивление давлению на грунт |
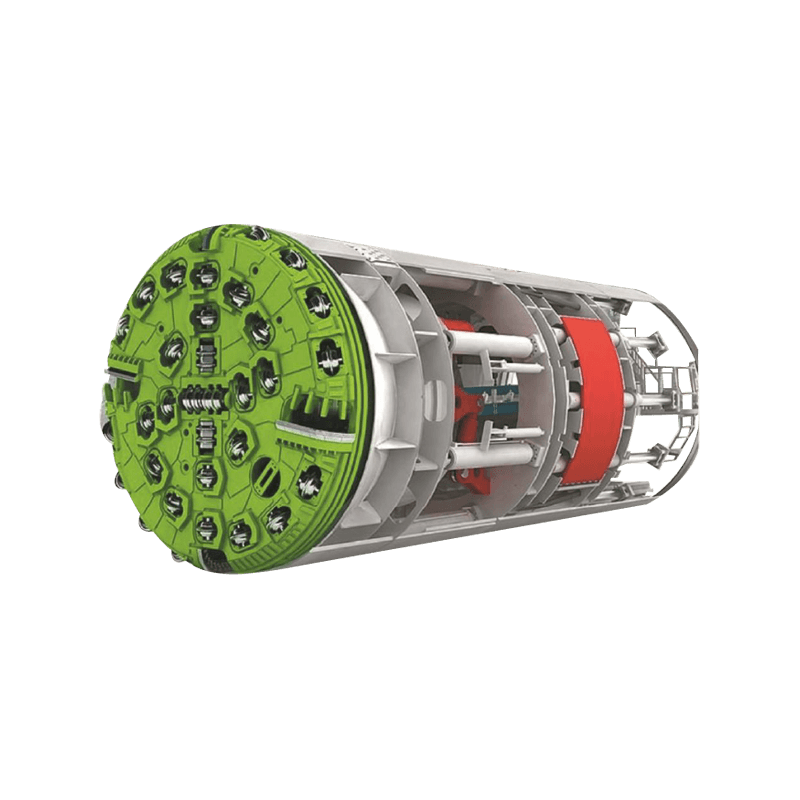
| Система упорного цилиндра | Продвигает машину вперед по установленной облицовке туннеля. | Синхронизированное управление ходом всех цилиндров; надежность уплотнения |
| Монтажник сегментов | Подбирает и устанавливает сегменты облицовки из сборного железобетона. | Точность позиционирования; надежность вакуумной системы; грузоподъемность |
| Приводные двигатели и коробки передач | Приведите в действие вращение режущей головки | Плотность мощности в ограниченном пространстве; управление температурным режимом |
| Гидравлический силовой агрегат | Питает все гидравлические системы, включая тягу и монтажное устройство. | Системная интеграция; избыточность; отвод тепла в замкнутом пространстве |
| Система управления и наведения | Управляет трассой туннеля и контролирует все системы | Точность в подземных условиях, где отсутствует GPS; интеграция данных в реальном времени |
Процесс производства ТБМ шаг за шагом
Процесс производства туннелепроходческой машины от заключения контракта до заводских приемочных испытаний представляет собой длительную, многоэтапную программу проектирования и производства. Понимание последовательности проясняет, почему сроки поставки TBM обычно составляют 12–24 месяца даже для опытных производителей с налаженными цепочками поставок.
Этап 1 — Анализ геотехнических и проектных требований
Прежде чем проектировать отдельный компонент, инженерная группа производителя ТБМ выполняет подробный анализ данных геотехнических исследований, предоставленных клиентом. Сюда входят каротажные диаграммы скважин, параметры прочности горных пород, профили давления грунтовых вод, результаты испытаний на абразивность и данные о проницаемости грунта по всей трассе туннеля. Этот анализ напрямую влияет на конструкцию режущей головки, размер системы тяги, характеристики подшипников и конфигурацию системы подготовки грунта. Машина, спроектированная на основе неточных или недостаточных наземных данных, будет работать неэффективно или выйдет из строя — геотехнический анализ является основой, на которой строится вся конструкция.
Этап 2 — Заказное проектирование и проектирование
После определения грунтовых условий команда инженеров разрабатывает полный проект ТБМ с использованием передового программного обеспечения 3D CAD и анализа методом конечных элементов. Конструктивная конструкция режущей головки анализируется для сценариев комбинированной осевой и крутящей нагрузки. Расчеты срока службы основных подшипников выполняются с использованием теории срока службы подшипников ISO 281, адаптированной для конкретных спектров нагрузок TBM. Допуски на овальность корпуса щита устанавливаются исходя из геометрии обделки сегмента. Каждый крупный сварной шов в конструкции конструкции проектируется и документируется в соответствии с соответствующими структурными нормами. Только этот этап проектирования обычно занимает от трех до пяти месяцев для ТБМ большого диаметра и создает десятки тысяч технических чертежей и спецификаций.
Этап 3 — Закупка материалов и цепочка поставок
Производство ТБМ требует огромного количества специализированных материалов и компонентов, закупка многих из которых требует длительного времени. Высокопрочная конструкционная стальная пластина для режущей головки и корпуса щита, подшипники опорно-поворотного кольца большого диаметра, планетарные редукторы с высоким крутящим моментом, гидравлические цилиндры, изготовленные с точными характеристиками хода и давления, а также специализированные системы уплотнений - все это требует заблаговременной закупки, чтобы избежать задержек в изготовлении. Главный подшипниковый узел — массивное опорно-поворотное кольцо, диаметр которого для больших ТБМ может превышать три метра — часто имеет автономное время производства от шести до девяти месяцев и обычно является критически важным элементом всего графика поставок ТБМ.
Этап 4 — Изготовление конструкции
Изготовление конструкции ТБМ включает в себя резку, формование и сварку секций из тяжелых стальных листов в основные конструктивные узлы — режущую головку, передний щит, задний щит и компоненты промежуточного механизма. Эти работы выполняются сертифицированными сварщиками-конструкторами с использованием предварительно аттестованных процедур сварки и проверяются с помощью неразрушающего контроля, включая ультразвуковой, магнитопорошковый и радиографический контроль. Контроль размеров во время изготовления имеет решающее значение: корпус щита должен быть круглым с соблюдением жестких допусков, чтобы сегменты обделки туннеля можно было устанавливать с одинаковой геометрией зазора. Крупные конструктивные узлы подвергаются механической обработке после изготовления для достижения требуемых допусков на сопряженных поверхностях.
Этап 5 — Механическая и гидравлическая сборка
После завершения изготовления конструкции машина постепенно собирается с механическими, гидравлическими и электрическими системами. Главный подшипник установлен и затянут согласно спецификации. Приводные двигатели и редукторы смонтированы и выровнены. Установлена система упорных цилиндров, и все цилиндры проходят индивидуальное испытание под давлением перед подключением к гидравлической силовой установке. Стрела для сборки сегментов собрана, проверены ее вылет, скорость и грузоподъемность. Система управления подключена и интегрирована, все входы датчиков и выходы исполнительных механизмов проверены на соответствие документации по логике управления. Этот этап сборки требует большого количества квалифицированной рабочей силы — сборка TBM требует технических специалистов, которые понимают полную интеграцию системы, а не только установку отдельных компонентов.
Этап 6 — Заводские приемочные испытания
Прежде чем ТБМ покинет завод, он проходит комплексные заводские приемочные испытания (FAT) под наблюдением клиента и его технических представителей. FAT проверяет, что все системы функционируют в соответствии со спецификациями в контролируемых условиях — скорость и крутящий момент вращения режущей головки, усилие и ход упорного цилиндра, диапазон и грузоподъемность устройства для сборки сегментов, давление и расход гидравлической системы, работа электрической системы и реакция системы управления. Система наведения откалибрована и проверена. Любые недостатки, выявленные во время FAT, должны быть устранены до того, как машина будет одобрена к отправке. Запись FAT становится частью постоянной документации машины и используется на протяжении всего срока ее эксплуатации.

Стандарты точного машиностроения в производстве ТБМ
Требования к точности производства ТБМ конкурируют с требованиями к тяжелому аэрокосмическому и оборонному оборудованию. Эти допуски не являются произвольными — они напрямую влияют на способность машины строить туннель заданной трассы, устанавливать сегменты обделки без повреждений и сохранять водонепроницаемость соединений между сегментами в течение всего срока службы туннеля.
- Округлость режущей головки: Внешний диаметр режущей головки должен находиться в пределах ±2–3 мм от номинального диаметра отверстия, чтобы обеспечить расчетный перерез и предотвратить застревание щитка в земле. Достижение этого допуска в изготовленной стальной конструкции диаметром от пяти до двенадцати метров требует тщательной последовательности сварочных операций для контроля деформации и послесварочной обработки критических поверхностей сопряжения.
- Обработка посадочного места главного подшипника: Отверстие корпуса и шейка вала, на которых расположен узел главного подшипника, должны быть обработаны с допусками в диапазоне IT6–IT7 (0,010–0,025 мм) и проверены с помощью прецизионных координатно-измерительных машин. Неправильная геометрия посадки подшипника резко сокращает срок его службы и может привести к преждевременному усталостному разрушению глубоко под землей — чрезвычайно дорогой и трудоемкий сценарий ремонта.
- Округлость корпуса щита: Передний и задний сегменты щита должны быть собраны и обработаны с допуском на круглость, обычно в пределах 5–10 мм по всему диаметру, гарантируя, что кольцевой зазор между экраном и установленными сегментами облицовки будет одинаковым по всей окружности. Такая консистенция имеет решающее значение для эффективности уплотнения кожи хвоста — щетки и смазка, которые герметизируют зазор между хвостом щитка и облицовкой, должны иметь равномерный контакт, чтобы предотвратить попадание грунтовых вод.
- Синхронизация хода тягового цилиндра: В большой ТБМ 30–50 отдельных цилиндров тяги должны выдвигаться и втягиваться точно скоординированными группами, чтобы контролировать наклон и рысканье машины при ее движении по трассе туннеля. Цилиндры должны быть изготовлены с одинаковыми допусками хода, а система управления должна быть откалибрована для обеспечения синхронизации положения в пределах нескольких миллиметров по всему ходу цилиндра.
- Положение корпуса дисковой фрезы: На ТБМ для твердых пород положение каждого корпуса дисковой фрезы на поверхности режущей головки должно быть точно установлено в соответствии с расчетным радиусом резания, гарантируя, что все фрезы на одном и том же радиусе проходят по одной и той же канавке на поверхности породы. Ошибки в расположении резцов приводят к перегрузке отдельных резцов и ускоренному износу, сокращая срок службы резцов и увеличивая частоту трудоемких замен резцов под землей.
Ключевые технологии, способствующие современному производству ТБМ
Уровень техники в производстве тоннелепроходческих машин значительно продвинулся за последние десятилетия, что обусловлено требованиями все более сложных туннельных проектов и интеграцией инструментов цифрового проектирования, которые были недоступны предыдущим поколениям проектировщиков ТБМ.
Цифровой двойник и моделирование
Ведущие производители ТБМ теперь разрабатывают полные цифровые модели-двойники каждой машины еще до начала производства. Эти модели объединяют структурный анализ, моделирование гидравлической системы и моделирование логики управления для проверки производительности системы во всем диапазоне рабочих условий, ожидаемых в конкретном проекте. Цифровые двойники позволяют инженерам выявлять конфликты интерфейсов, оптимизировать расположение компонентов и моделировать сценарии неисправностей еще до того, как будет отрезан один кусок стали. Во время работы цифровой двойник может постоянно обновляться реальными данными о машине для поддержки профилактического обслуживания и устранения неполадок из инженерного центра производителя в любой точке мира.
Усовершенствованные материалы режущей головки и защита от износа
Износ режущей головки является одним из основных факторов, ограничивающих скорость подачи ТБМ и увеличивающих затраты на техническое обслуживание при работе с абразивным грунтом. Современное производство ТБМ включает в себя передовые стратегии защиты от износа, включая износостойкие кнопки из карбида вольфрама, накладную пластину из карбида хрома и керамические композитные износостойкие вставки в зонах наибольшего износа режущей головки. Выбор и размещение средств защиты от износа теперь анализируются с использованием вычислительной гидродинамики и моделирования дискретных элементов для прогнозирования характера износа для конкретных условий почвы и горных пород проекта, что позволяет сконцентрировать защиту там, где она больше всего необходима, а не применять ее равномерно.
Автоматизированная сварка и роботизированное производство
Хотя большая часть производства TBM по-прежнему зависит от высококвалифицированных ручных сварщиков, интеграция автоматизированных сварочных систем позволила улучшить стабильность и производительность сварных соединений в больших объемах сварных соединений. Роботизированные сварочные ячейки используются для повторяющихся структурных сварных швов в щитовых панелях кузова и спицевых секциях, где постоянная геометрия сварного шва имеет решающее значение. Дуговая сварка под флюсом широко используется для тяжелых стыковых сварных швов в толстых листах, обеспечивая глубокий проплавление и высокую скорость наплавки при надежном качестве. Эти автоматизированные процессы позволяют квалифицированным сварщикам сосредоточиться на соединениях со сложным доступом, где их опыт приносит наибольшую пользу.
Системы мониторинга производительности в реальном времени
Современные ТБМ оснащены сотнями датчиков, контролирующих все: от усилия каждого упорного цилиндра до температуры коренных подшипников, крутящего момента режущей головки, торцевого давления, давления впрыска смазки хвостового уплотнения и положения монтажного устройства сегмента. Эти данные регистрируются в режиме реального времени, отображаются оператору, передаются в офис инженера проекта и во многих случаях безопасно передаются инженерной команде производителя ТБМ. Возможность удаленного мониторинга производительности машин изменила подходы производителей к поддержке своего оборудования в полевых условиях, позволяя быстро диагностировать возникающие проблемы до того, как они перерастут в дорогостоящие сбои.
Мировые производители ТБМ и где они производят свои машины
Производственная промышленность ТБМ сосредоточена среди небольшого числа крупных международных производителей, каждый из которых обладает специализированными инженерными возможностями и производственными мощностями, способными производить самые большие и сложные машины в мире.
- Херренкнехт АГ (Германия): Крупнейший в мире производитель ТБМ по объему производства и выручке со штаб-квартирой в Шванау, Германия. Компания Herrenknecht производит полный спектр типов ТБМ, от небольших машин для микротоннелирования до машин большого диаметра и машин EPB, имея основные производственные мощности в Германии и сборочные операции по всему миру. Они поставили машины для некоторых из самых сложных в мире проектов строительства туннелей, включая Готардский базовый туннель и многочисленные системы метро в Азии и на Ближнем Востоке.
- Компания Роббинс (США): Компания Robbins, одна из старейших и наиболее известных компаний в производстве ТБМ, стала пионером в технологии ТБМ для твердых пород и остается лидером в производстве ТБМ с захватами главной балки для проходки горных тоннелей. Они производят и ремонтируют машины на предприятиях в США и имеют глобальную сеть обслуживания и поддержки своего оборудования, работающего по всему миру.
- NFM Technologies (Франция, входит в группу Bouygues): Французский производитель ТБМ с большим опытом работы в области городских туннельных машин большого диаметра, в частности, шламовых щитов и типов EPB для сложных европейских и международных проектов. NFM поставляла машины для крупных проектов метро в Париже, Риме и по всей Юго-Восточной Азии.
- CREG — Китайская группа по железнодорожному инженерному оборудованию: Крупнейший производитель ТБМ в Китае, а теперь и один из крупнейших в мире по объему производства, CREG быстро развила свои инженерные и производственные возможности за счет сочетания лицензированных технологий и отечественных инвестиций в исследования и разработки. CREG поставляет большую часть ТБМ, используемых в масштабных текущих программах строительства метро и высокоскоростных железнодорожных туннелей в Китае, и начала экспорт на международные рынки.
- Kawasaki Heavy Industries и Mitsubishi Heavy Industries (Япония): Оба японских машиностроительных конгломерата имеют долгий опыт производства ТБМ, в первую очередь для внутреннего японского рынка и отдельных экспортных проектов. Японское производство ТБМ известно чрезвычайно высоким качеством и точностью сборки, а особое внимание уделяется технологии щитовых машин для прокладки городских туннелей с мягким грунтом.
- Caterpillar (подразделение Lovat, Канада): Компания Caterpillar приобрела Lovat, канадского производителя ТБМ, и продолжает производить машины для проходки туннелей EPB и навозной жижи под брендом Caterpillar. Их машины широко используются в проектах прокладки инфраструктурных туннелей в Северной Америке, включая водоснабжение и городской транспорт.
Ремонт и реконструкция ТБМ
Значительным и растущим сегментом производства ТБМ является ремонт и восстановление бывших в употреблении машин для новых проектов туннелей. Учитывая огромную стоимость новой ТБМ (машина большого диаметра может стоить от 15 до 50 миллионов долларов США и более), владельцы проектов и подрядчики все чаще рассматривают отремонтированные машины как экономически эффективную альтернативу, когда условия проекта совместимы со спецификациями существующей машины.
Ремонт ТБМ обычно включает в себя разборку всех основных систем, проверку и замену изнашиваемых компонентов, восстановление структурных узлов, капитальный ремонт главного подшипника, замену гидравлических уплотнений и цилиндров, а также полную реконструкцию электрических систем и систем управления. В более крупных проектах реконструкции режущая головка может быть изменена, чтобы изменить расположение фрезы для различных условий грунта, или диаметр щитка может быть немного отрегулирован путем добавления или удаления стальных вставок в обшивке. Хорошо выполненный ремонт может продлить срок службы машины еще на один полный проект, а иногда и больше, за небольшую часть стоимости новой машины.
Проблемы и будущие тенденции в производстве туннелепроходческих машин
Производство ТБМ сталкивается с рядом постоянных технических и коммерческих проблем, которые будут определять развитие отрасли в ближайшее десятилетие. Спрос на более крупные, глубокие и более автоматизированные решения для туннелирования расширяет границы того, чего может достичь современная технология TBM, и стимулирует значительные инвестиции в исследования и разработки во всей отрасли.
- Увеличение диаметра машины: Тенденция к увеличению диаметра туннелей для автомагистралей и комбинированных тоннелей метро и автодорог приводит к созданию машин необычайного масштаба. Машины диаметром более 15 метров представляют собой структурные и логистические проблемы, которые требуют новых инженерных решений — транспортировка, сборка и запуск таких машин в ограниченном пространстве пусковой шахты требуют тщательного планирования на каждом этапе процесса производства и доставки.
- Автоматизированные системы смены фрез: Для замены дисковых фрез на ТБМ для твердых пород рабочие должны войти в камеру выемки в атмосферных условиях или под давлением, чтобы вручную заменить изношенные фрезы — одна из самых сложных и опасных задач при прокладке туннелей. Некоторые производители разрабатывают роботизированные системы смены фрез, которые могут выполнять эту работу удаленно, исключая воздействие на рабочих опасной среды земляных работ под давлением. Разработка манипуляторов, способных перемещать фрезы весом более 200 кг в замкнутых, влажных и загрязненных помещениях, является серьезной инженерной задачей.
- Электрификация приводных систем: Растущее нормативное давление на качество подземного воздуха и выбросы углекислого газа ускоряет разработку полностью электрических систем привода TBM, которые исключают использование гидравлического масла и дизельного топлива в машине. Электрические двигатели режущего аппарата с прямым приводом, электрические приводы цилиндров, а также туннельная логистика с питанием от аккумуляторов или сети — все это находится в стадии активной разработки крупными производителями.
- Устойчивость цепочки поставок: Глобальные потрясения последних лет выявили уязвимости в расширенных цепочках поставок, от которых зависят производители ТБМ, особенно в отношении подшипников большого диаметра, специализированных гидравлических компонентов и электронных систем управления. Производители активно работают над квалификацией альтернативных поставщиков, увеличением запасов стратегических компонентов и в некоторых случаях переводят ранее переданное на аутсорсинг производство компонентов собственными силами, чтобы снизить вероятность сбоев в цепочке поставок.
- Наведение с помощью искусственного интеллекта и автономная работа: Интеграция искусственного интеллекта в системы наведения и управления ТБМ является активным направлением развития. Модели машинного обучения, обученные на исторических данных проекта, могут оптимизировать параметры рулевого управления, прогнозировать качество сборки крепёжных колец и предупреждать операторов о развитии грунтовых условий до того, как они вызовут эксплуатационные проблемы. Полностью автономная работа ТБМ остается долгосрочной целью, но постепенная автоматизация рутинных операционных задач уже применяется в текущих проектах.
Заключительные мысли о производстве ТБМ
Производство туннелепроходческих машин находится на стыке строительного проектирования, точной механической обработки, гидравлики, электроники и материаловедения — и происходит в таких масштабах, с которыми могут сравниться лишь немногие другие отрасли. Каждая ТБМ, покидающая завод, представляет собой специально разработанное решение для определенного набора геологических и проектных задач, и качество этого проектирования и производства в конечном итоге выражается в том, насколько надежно машина бурит землю, насколько последовательно она устанавливает качественную облицовку туннеля и насколько безопасно она доставляет рабочих домой в конце каждой смены.
Поскольку глобальный спрос на инфраструктуру продолжает стимулировать инвестиции в подземное строительство, производителей ТБМ ждет захватывающее и требовательное будущее — поставка машин все большего размера, сложности и технологического совершенства, одновременное управление цепочками поставок, подготовка следующего поколения инженеров и производителей, а также интеграция цифровых технологий, которые будут определять, как будет выглядеть бурение туннелей в течение следующих полувека. Для любого, кто занимается строительством туннелей, закупками или разработкой проектов, понимание того, как проектируются и изготавливаются эти необычные машины, имеет основополагающее значение для принятия обоснованных решений об одной из самых сложных и важных частей строительного оборудования, когда-либо созданных.












